Pressure on oil and gas operators to reduce flaring and emissions is growing, and it’s coming from the public, regulators, and investors alike.
While much of the attention is on the flaring of produced gas, venting and flaring of tank vapor is also a significant contributor and frequently occurs 24/7. It’s also a waste of valuable high-BTU gas.
Let’s look at some conventional approaches to this problem as well as some of the latest technology that is being installed in the field.
Conventional Vapor Recovery
Federal and state regulations focused on reducing tank venting were implemented ten years ago under the Clean Air Act (40 CFR Part 60).
This led to the widespread uptake of vapor recovery towers (VRTs), which partially de-gas the pressurized oil stream immediately upstream of atmospheric-pressure storage tanks.
A vapor recovery unit (VRU) is used to compress the recovered vapor so that it can be directed into the sales gas pipeline.
VRTs cannot capture all the flash vapor coming from the oil, since they do not capture vapor evolved in oil and water tanks nor vapors generated during truck loading.
Typically, a VRT facilitates the capture of 60% to 80% of the low-pressure hydrocarbon vapor, while the remainder is flared.
Flaring destroys a large portion of the remaining hydrocarbon vapor, but routine flaring generates nitrous oxides (NOx) and carbon dioxide (CO2), a common greenhouse gas.
Changes in the oil production rate can also reduce the ability to de-gas it effectively in a tower. This is particularly problematic during initial production, as can be seen in the chart below. The vapor flashed from the oil (orange curve, right-hand axis) swings significantly, reducing the effectiveness of a fixed capacity VRT and increasing the probability of excessive pressure and venting from the associated storage tanks.
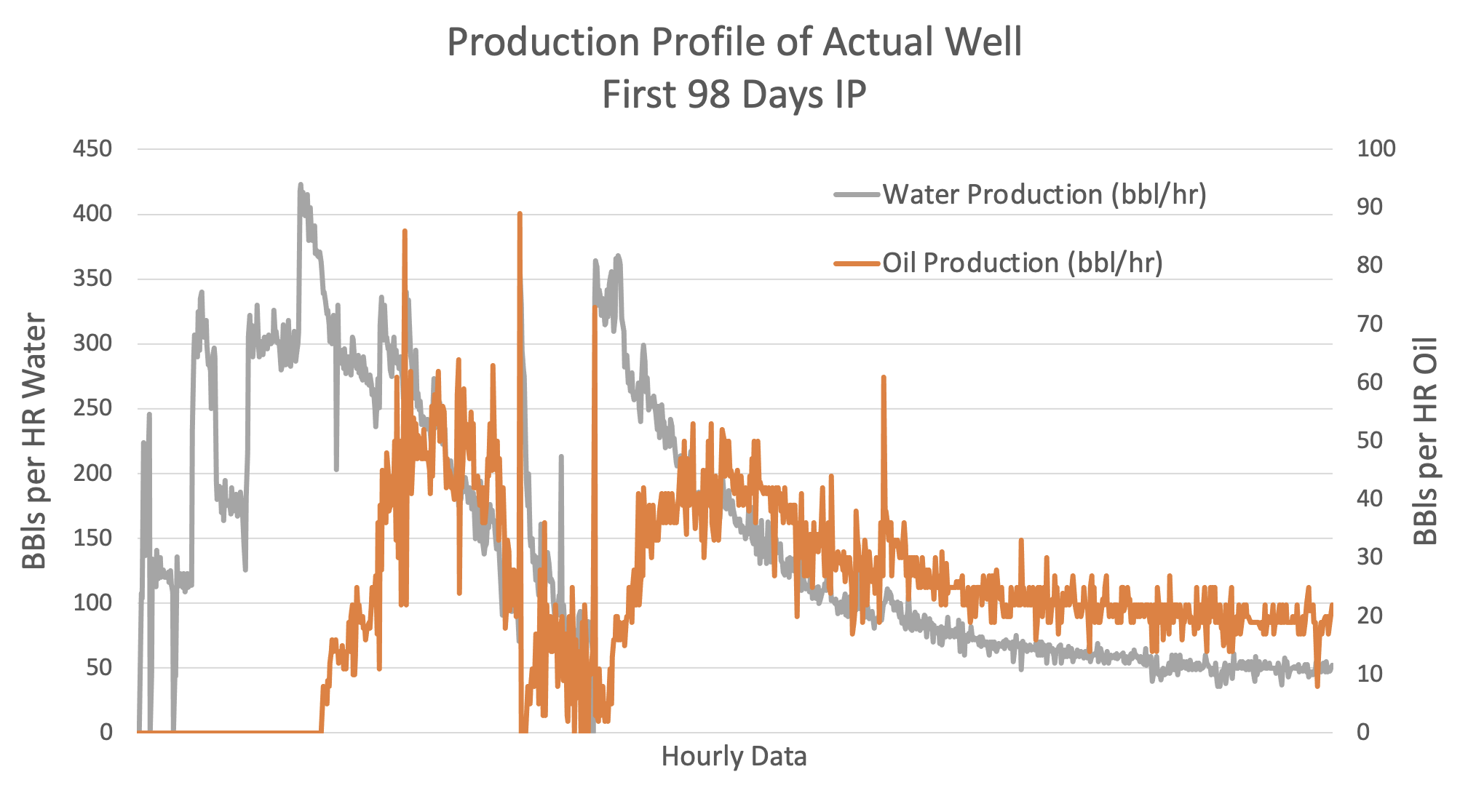
Actual liquids production from an Anadarko Basin well pad.
Tank Vapor Recovery
A better solution is to recover all the vapor directly from the tanks, since they are the optimal (lowest pressure and typically longest residence time) liquid-vapor separators at a production site.
However, oxygen contamination is frequently a problem, entering the vapor space of storage tanks through leaking hatches and seals, loose fittings, or when the tank relief valves ‘breathe’ due to pressure and ambient temperature changes.
Most produced gas pipelines have strict limits on contaminant levels, including oxygen, which must typically be below 100 ppm.
A conventional solution to this challenge is known as “gas blanketing”.
Produced gas is used to fill the head space and increase pressure in the tanks, reducing the potential for oxygen contamination.
Success has been mixed, largely due to the inherent difficulty in preventing minuscule amounts of oxygen from entering the vapor space in the tanks.
With an atmospheric oxygen concentration of over 200,000 ppm, it is almost impossible to prevent oxygen ingress, even if the storage tank is at slightly elevated pressure. The laws of physics are working against us!
Once again, variation in produced liquid and gas rates represent a serious challenge. This variability arises from fluctuations in well performance, the type and timing of separator and scrubber discharge valves, and even changes in ambient temperature.
The modeled gas flow from an actual well site shown below illustrates this variability and the difficulty it causes in preventing venting from tanks.
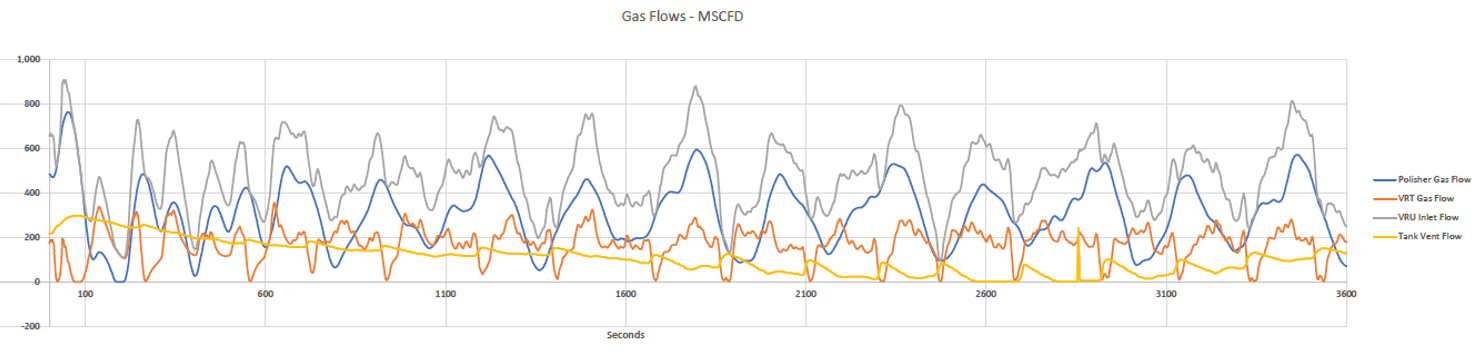
Source: Mesa Applied Technologies (2020)
Finally, a gas blanket cannot address the large amounts of oxygen introduced into the tank battery that can occur during truck loading.
Full Vapor Capture
The complete vapor volume can be reliably and consistently captured directly from the tank battery using oxygen removal technology to address contamination issues.
EcoVapor’s patented ZerO2 technology removes oxygen from the gas stream, ensuring it meets sales gas specifications.
The equipment is located downstream of the VRU, which compresses the tank vapor and feeds it to the ZerO2 skid, which can remove up to 50,000 ppm of oxygen (or about 25% air in the total gas stream) on a continuous basis.
There are several benefits to this approach:
- Eliminates routine tank vapor flaring and associated emissions
- Increases profitability through higher gas sales (both volume and BTU value)
- Eliminates flaring of vapor and associated emissions during truck loading
- Reduces venting by directly controlling tank pressures without a gas blanket
- In many cases, the lower emission profile can lead to a more favorable permitting regime
To learn more about closed-loop tank vapor capture and other solutions to help reduce well site emissions, contact us at info@ecovaporrs.com.
About EcoVapor
EcoVapor Recovery Systems provides solutions to pressing oil and natural gas production problems. EcoVapor’s technical team has extensive expertise in vapor recovery processes, and includes world-class engineers with an innovative approach to industry challenges. In over 120 installations in all major US basins, our patented ZerO2 solution helps oil and gas producers meet their air emissions and regulatory compliance goals. EcoVapor is headquartered in Denver, Colorado and has field locations in Greeley, Colorado and Midland, Texas.
Contact
EcoVapor Recovery Systems
700 17th St., Suite 950
Denver, CO 80202
Email: Info@EcoVaporRS.com
Phone: 844-NOFLARE (844-663-5273)





