Increasingly, oil and gas producers are adopting aggressive environmental performance goals to achieve net-zero emissions, including zero routine flaring. The industry is moving to reduce air emissions of methane and other substances in response to tightening state and federal regulations intended to reduce the impact of fossil fuels on climate change.
While considerable progress has been made in emissions monitoring and reducing fugitive emissions from pneumatic devices, the storage tank battery remains one of the largest sources of well site emissions and routine flaring (see our case study Zero Routine Flaring Targets Cannot Be Met Without Addressing Tank Battery Flaring and Venting).
Many operators have discovered, however, that conventional vapor recovery methods are inadequate in achieving their environmental performance objectives.
Conventional Vapor Recovery
Conventional vapor recovery approaches arose in response to Quad-O (40 CFR Part 60) regulations implemented in late 2011, which required operators to reduce tank vapor emissions by 95% — a figure representing the assumed uptime of a vapor compressor skid (VRU).
Vapor Recovery Units are combined with Vapor Recovery Towers (VRT) to capture some of the vapors in the oil production stream coming from the wellhead before sending the oil to storage tanks, where the risk of oxygen contamination is common. Tank vapor not captured by the tower is routinely flared.
Unfortunately, VRTs only capture a portion of the flash from the oil and ignore hydrocarbon vapor present in the produced water as well as the vapors generated with tank operations and changes in ambient temperatures. In our experience upgrading sites to direct tank capture, vapor capture rates are 40-50% higher as compared to using a VRT!
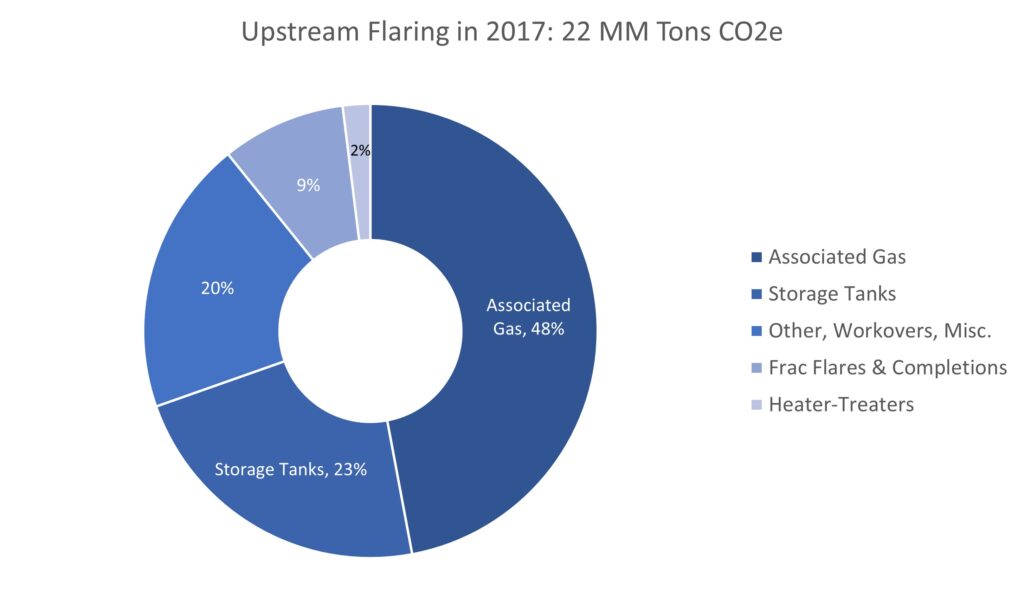
Flaring this significant volume of uncaptured vapor explains why the U.S. Department of Energy (DOE) estimates that tank flaring is the second largest source of routine flaring in the upstream sector (U.S. Department of Energy, “Natural Gas Flaring & Venting” June 2019).
The chart below illustrates the relative efficiency of vapor recovery among the alternatives. The lower the vapor recovery efficiency, the greater the propensity to flare. Even at sites served by VRUs, tank flaring is a routine occurrence.
The bottom line is that conventional vapor recovery can meet some local regulatory requirements, but these methods fail to address tank venting and continued flaring as is evident from the industry data.
The evidence is plain to see – tank flaring is routine even at well sites and facilities using VRTs and VRUs.
Tank Pressure and Venting
A separate issue is tank emissions from excessive vapor volume in the tanks. Conventional vapor recovery methods do not actively manage the tank headspace, and downstream flares are limited in their ability to respond quickly to changes in part due to the low operating pressure of the vapor stream.
Some operators have turned to gas blanketing to reduce the risk of oxygen contamination of the tank vapor, thereby allowing the gas to be sold instead of flared. Unfortunately, gas blanketing only exacerbates the venting issue by artificially raising tank pressure!
Solutions
Active management of tank pressures and capture of the entire low-pressure vapor stream directly from storage are the solutions.
Capturing & Selling Tank Vapors. A primary reason for tank flaring, even after installing conventional vapor recovery equipment, is when concentrations of oxygen and/or hydrogen sulfide (H2S) in tank vapors exceed strict pipeline specifications.
Oxygen contamination is common in atmospheric tank batteries and other low-pressure environments. Pipeline specifications are often less than 10 ppm O2 because oxygen is corrosive to pipelines and downstream gas gathering and processing equipment. EcoVapor’s patented technology – the ZerO2™ – removes oxygen from natural gas streams and operators are widely deploying this equipment in multiple basins – from the Eagle Ford to the Bakken — to reduce emissions and stop the routine flaring of tank vapor.
EcoVapor’s Sulfur Sentinel™ is simple, cost-effective, and environmentally friendly solid media scavenger solution to treating gas contaminated with hydrogen sulfide (H2S).
Actively Managing Tank Pressure. Tank pressures can be managed within high pressure and vacuum setpoints using pressure sensors, instrumentation, valving and PLC logic systems. Detection of rising pressure can be quickly addressed using variable frequency drives operating equipment immediately downstream of the tank battery. In some cases, existing compression assets can be used with the use of an in-line blower to the VRU suction inlet.
The video below shows ZerO2 technology in action and captures the moment a new ZerO2 unit is activated on a well site experiencing routine flaring.
Conclusion
EcoVapor technology is in use today by leading operators in multiple basins to help them achieve their environmental performance goals.
Our suite of solutions, from the ZerO2 to the Sulfur Sentinel and Tank Commander all work together to eliminate tank flaring and reduce emissions by converting a waste stream into revenue.
Contact us today to learn more about our Pathways to Zero and how improving environmental performance can also boost your bottom line.
About EcoVapor
EcoVapor Recovery Systems provides solutions to pressing oil and natural gas production problems. EcoVapor’s technical team has extensive expertise in vapor recovery processes and includes world-class engineers with an innovative approach to industry challenges. In over 120 installations in all major US basins, our patented ZerO2 solution helps oil and gas producers meet their air emissions and regulatory compliance goals. EcoVapor is headquartered in Denver, Colorado and has field locations in Greeley, Colorado and Midland, Texas.
Contact
EcoVapor Recovery Systems
1422 Delgany Street, Suite 100
Denver, CO 80202
Email: Info@EcoVaporRS.com
Phone: 844-NOFLARE (844-663-5273)