As an innovator of environmental technology, we are continuously improving our technology and developing new solutions to customer needs. The new E100 ZerO2 unit is our latest innovation and trial of the initial product began in July.
Responding to Customer Demand for a Life-of-Well Solution
We developed the E100 concept after receiving numerous requests for a ZerO2 unit that delivered the same level of effectiveness as our E300, only scaled down for smaller volumes of tank vapor.
As unconventional wells age, their production naturally declines and the volume of tank vapor decreases as well. Operators found that the E300 units they originally placed on new wells were larger than needed to treat the lower tank vapor volumes as those wells aged.
The E100 fills this need in our product line, enabling us to deliver a true life-of-well solution.
A smaller ZerO2 unit allows operators to maintain the positive economics of capturing site vapor and significantly reduced flaring and emissions over the entire lifetime of a well or production pad.

Same ZerO2 Technology in a Smaller Package
Based on customer input, our engineers went back to the drawing board and designed the E100, a smaller ZerO2 unit with the capacity to treat up to 100 SCFD of tank vapor.
The E100 uses the same innovative and reliable technology used by the larger E300 and E1200 units, only in a smaller package.

The E100 piped-up, connected to power and ready to test!
As a result, we expect the E100 to deliver the same level of effectiveness in decontaminating tank vapor gas for older wells and production facilities, extending the ability to eliminate routine flaring and venting over the life of a well, providing our customers a genuine life-of-well solution.
We also incorporated some design improvements to the E100 that we learned from our years of experience with the E300 to make maintenance and service even more efficient and easy.
Field Testing the E100
In July we installed our first E100 on a major E&P operator’s production pad in the DJ Basin for field testing.
When the pad was first turned to production approximately five years ago, there were three E300 units in operation on the site. Over the years, two of the E300 units were moved to newer well sites and before the field test only one E300 unit remained in operation on the pad. The E100 prototype has replaced the last remaining E300 unit, which in turn has been moved to a newer well site producing higher volumes of tank vapor.
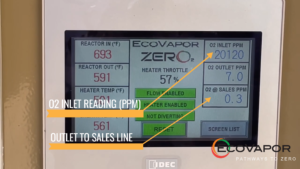
E100 stress test, taking O2 levels at the inlet of ~20,000 ppm down to effectively zero at the sales line.
Over several weeks, stress tests were conducted in live operation to test the unit’s performance and durability.
The preliminary results of our initial testing were extremely favorable. The E100 proved highly effective in reducing oxygen levels of more than 20,000 ppm at the inlet down to effectively zero at the sales line.
Updates
The best way to stay up to date on the progress of the E100 field test is our EcoVapor LinkedIn company page where we will be posting new photos and updates.
More news to come, and we are looking forward to reporting back to you in the near future!
Please contact us at info@ecovaporrs.com for more information.
About EcoVapor
EcoVapor Recovery Systems provides solutions to pressing oil and natural gas production problems. EcoVapor’s technical team has extensive expertise in vapor recovery processes, and includes world-class engineers with an innovative approach to industry challenges. In over 120 installations in all major US basins, our patented ZerO2 solution helps oil and gas producers meet their air emissions and regulatory compliance goals. EcoVapor is headquartered in Denver, Colorado and has field locations in Greeley, Colorado and Midland, Texas.
Contact
EcoVapor Recovery Systems
700 17th St., Suite 950
Denver, CO 80202
Email: Info@EcoVaporRS.com
Phone: 844-NOFLARE (844-663-5273)





